Foil is a thin metal sheet, such as tin foil, copper foil, aluminum foil, etc., specifically, all the thickness of the metal sheet < 0.2mm is called foil. According to the thickness of metal foil, it can be divided into thick foil, single zero foil and double zero foil. The thickness of thick foil is < 0.2mm-≥0.1mm, the thickness of single zero foil is < 0.1mm-≥0.09mm, the thickness of double zero foil is less than or equal to 0.001mm, and the thickness of the thinnest foil that can be rolled industrially is 0.0045mm. At present, the output of aluminum foil is the largest, accounting for nearly 85% of the total output of metal foil in the world. China is the world's largest aluminum foil producer and exporter, with the output reaching 4050kt in 2020, accounting for 65% of the global total, and the export volume accounting for 30% of the output, up to 1215kt.
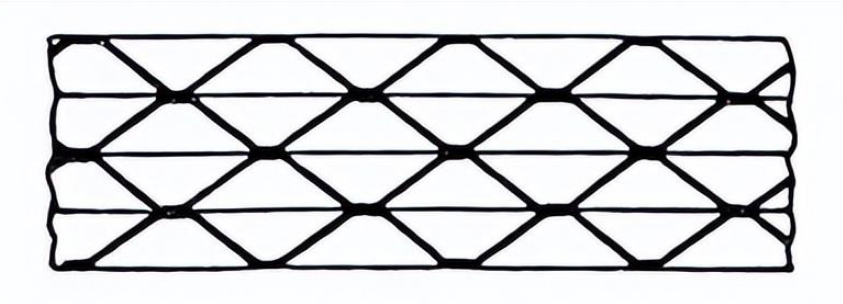
The production of Titanium foils and Titanium Welded Tube is difficult, costly and low. It is estimated that the production of titanium foils and Titanium Welded Tube in the world will not exceed 20 tons in 2020. The major producer is the United States, and they are not widely used. As we all understand, when the aircraft is flying in the air, its outer metal skin will heat up due to intense friction with the air and other reasons. In order to prevent heat from passing into the interior, a protective insulation layer must be set up. It is made of four layers of insulation welded together with an even thinner sheet sandwiched between them. FIG. 2 shows the insulation panel parts, which are made of 0.08mm TB2 alloy, a β-type titanium alloy, Ti-5Mo-5V-8Cr-3Al (mass%) : Al2.5-3.5, Mo4.7-5.7, V4.7-5.7, Cr7.5-8.5, Fe0.30, C0.05, N0.04, H0.015, O0.15, additional impurities 0.1, a total of 0.4, the rest Ti.
The United States, France and other superplastic forming process processing this titanium foil heat insulation pull, however, although this process can process high quality heat insulation board, but the production cycle is lengthy, and the workpiece for a long time in a elevated temperature state, will more or less absorb oxygen, titanium above 649℃ no longer has the antioxidant capacity, will absorb more oxygen and become brittle, so that its mechanical properties overall decline. In addition, superplastic forming is suitable for the preparation of simple shaped workpiece, but it is difficult for the complex workpiece shown, because machining the mold is by no means easy.
Since the heat shield is welded by diffusion, oxygen content should be closely controlled, so it is best to weld in a vacuum furnace, but this requires costly equipment, increased investment, but also increased the difficulty of operation. Therefore, Cheng Xiuquan et al. from Beijing Institute of Aeronautical Technology proposed to successfully prepare qualified titanium foil aircraft insulation panels with low cost, high quality and high efficiency by using semi-coupling mold and encapsulation protection process, which achieved excellent results and was highly praised by users.
During production, the TB2 alloy foil is first placed in the envelope, the oxygen in the envelope is removed before hot forming, and can be removed by conventional vacuum method. After suction, the envelope is sealed. The following points should be paid attention to when using the coating technology: carefully wash the oil and debris on the surface of the titanium sheet and coating, and be sure to be neat; strict selection of enveloping materials, no air leakage at elevated temperature, itself does not emit any gas, but also should be used as much as possible with low high temperature strength materials, in order to reduce deformation resistance, improve the life of the mold, ensure the workpiece size accuracy requirements; the envelope should be coated with a thin and uniform layer of flux, so as to avoid the envelope and titanium foil welding, but the flux can not emit any harmful gas at elevated temperature, can not contain water, glue and other substances.
The prepared envelope is formed at 750℃, the pressure cannot be too high, preheat 1min-2min, hold pressure 20s-30s, take out the envelope, wait for the cooling of the workpiece, workpiece surface brightness is nearly the same as the original foil. The measured results show that the oxygen content of the surface layer is less than 200ppm, and the thickness of the oxide layer does not alter. It can be seen that the jacket not only protects the workpiece from being polluted, but also undertakes most of the uneven deformation, which considerably improves the deformation uniformity of the workpiece. The measured thickness of the deformed workpiece is 0.067mm-0.072mm, which is entirely within the deviation range of the original foil thickness.